 Tự động hóa động cơ motorassembly
Tự động hóa động cơ motorassembly
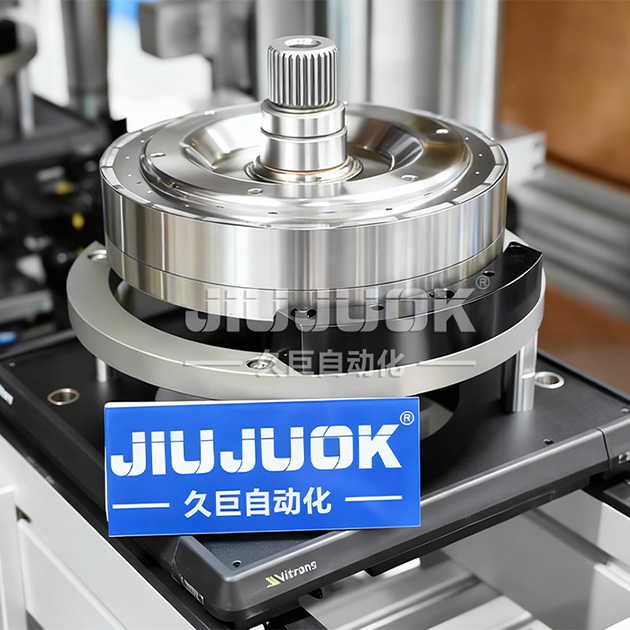

Giới thiệu chi tiết các thông số kỹ thuật của máy dán keo và lắp nam châm tự động với rotor bên trong
- Tên sản phẩm:Máy dán keo và lắp nam châm tự động với rô-to bên trong
- Quy trình sản xuất:Nạp vật liệu thủ công - Bơm keo tự động - Cấp liệu tự động - Lắp nam châm vào mô-đun cơ khí - Trả về vị trí ban đầu tự động - Xả vật liệu thủ công
- Độ chính xác khi bôi keo:95%
- Thời gian thay nguyên liệu:Có thể thiết kế
- Tần suất hoạt động của thiết bị:>800 chiếc/giờ
- Người vận hành:1 người
- Phương thức xả hàng:Hệ thống xả hàng tự động đa đường ray

Tổng quan về sản phẩm:
Thực hiện quy trình bôi keo tự động và lắp nam châm vào sản phẩm. Quy trình như sau: Nạp vật liệu thủ công → Bơm keo tự động → Cấp liệu tự động → Mô-đun cơ khí lắp nam châm → Trả về tự động → Xả vật liệu thủ công. Trong thiết kế, đã tích hợp thiết bị an toàn để đảm bảo an toàn cho nhân viên khi họ ở bên trong thiết bị trong trạng thái dừng máy. Cơ chế chống nhầm lẫn tại trạm nạp vật liệu giúp tránh tình trạng tỷ lệ sản phẩm lỗi (NG) tăng cao do vật liệu nạp không đúng. Trước khi lắp nam châm, đã thiết kế cơ chế tăng áp khi nam châm vào vị trí để đảm bảo nam châm được lắp đặt chính xác.
Giới thiệu về giải pháp:
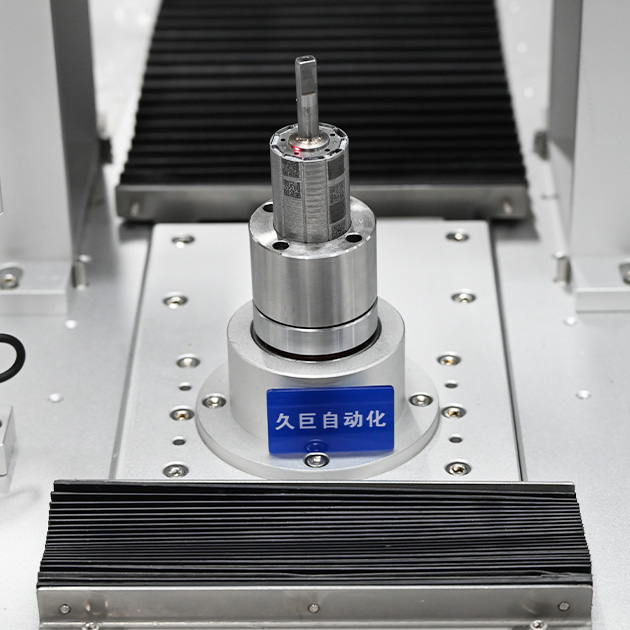
Giới thiệu giải pháp máy tích hợp tự động bôi keo, dán nam châm và ép ống thép: 1. Tỷ lệ keo AB là 1:1, độ nhớt keo 10.000 mPa·s, sử dụng súng bôi keo hai thành phần kiểu kim chọc để bôi keo, có thể bôi keo theo hướng lên xuống tùy theo nhu cầu. 2. Nạp rotor bằng tay, đặt rotor vào vị trí bôi keo và xoay để bôi keo lên xuống. 3. Sau khi hoàn thành việc bôi keo, sản phẩm được vận chuyển thủ công đến vị trí ép vòng thép, sau đó sản phẩm tự động di chuyển đến vị trí dán nam châm để dán nam châm đối diện. Sau khi dán xong một cặp nam châm đối diện, sản phẩm xoay một góc nhất định để dán cặp nam châm đối diện còn lại. Đối với các lớp phân đoạn nghiêng nhiều tầng, việc xoay góc nhất định được thực hiện thông qua điều khiển chương trình. Trong trường hợp có hiện tượng đẩy nhau, có thể thiết lập khoảng cách và chiều cao hợp lý thông qua chương trình, sau đó căn chỉnh vị trí bằng cách ép vòng thép. 4. Sau khi dán nam châm xong, sản phẩm tự động di chuyển đến trạm ép vòng thép để thực hiện ép vòng thép. Vòng thép cần được lắp từng cái một lên khuôn bằng tay. Sau khi ép xong một vòng thép, nhân viên sẽ lắp vòng thép tiếp theo lên khuôn. Nếu sản phẩm cần lắp hai lớp vòng thép, cần lật sản phẩm lại bằng tay rồi ép thêm một vòng thép nữa. Sau khi hoàn thành việc ép lắp vòng thép, hai đầu sẽ được căn chỉnh thẳng hàng. 5. Sau khi ép xong vòng thép, tiến hành tháo sản phẩm ra bằng tay.
Đề xuất thiết bị tự động hóa động cơ
Đề xuất




Gửi tin nhắn trực tuyến
Tin nhắn trực tuyến