 Automatisation des moteursAssemblage des moteurs
Automatisation des moteursAssemblage des moteurs
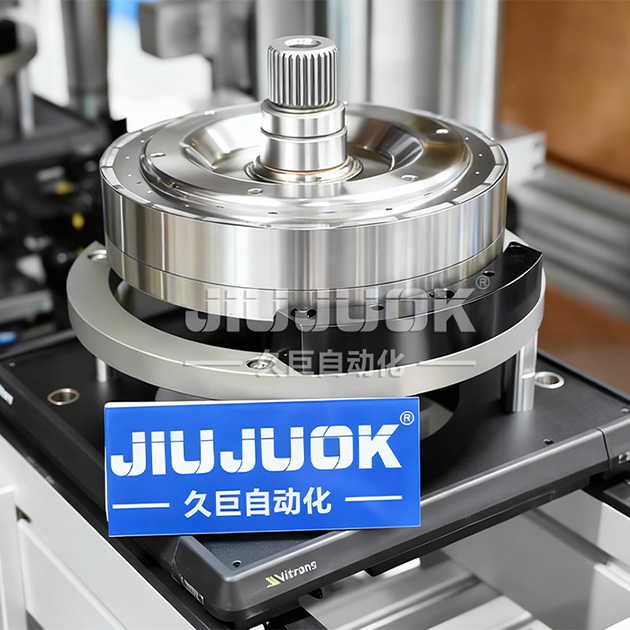

Paramètres détaillés de la machine automatique de distribution et d'insertion d'aimants à rotor interne
- Nom du produit :Machine à aimant de distribution et d'insertion automatique à rotor interne
- Procédures :Chargement manuel-Distribution automatique-Alimentation automatique-Module machine insérant l'aimant-Retour automatique-Déchargement manuel
- Précision de distribution :95%
- Temps de changement :concevable
- Les équipements battent :>800pcs/H
- Opérateur :1 personne
- Méthode de décharge :Déchargement automatique à plusieurs voies

Aperçu du produit :
Distribution et insertion automatiques d'aimants pour les produits. Le processus est le suivant : chargement manuel→distribution automatique→alimentation automatique→insertion d'acier magnétique par module mécanique→retour automatique→déchargement manuel. Dans la conception des dispositifs de sécurité, le corps du personnel dans l'équipement, l'équipement dans l'état d'arrêt, pour protéger la sécurité du personnel. Le mécanisme anti-débordement à la station de chargement empêche le taux de GN d'augmenter en raison du chargement des matériaux. Avant que les aimants ne soient insérés, la conception du mécanisme de pressurisation de l'aimant en place permet de s'assurer que les aimants sont installés en place.
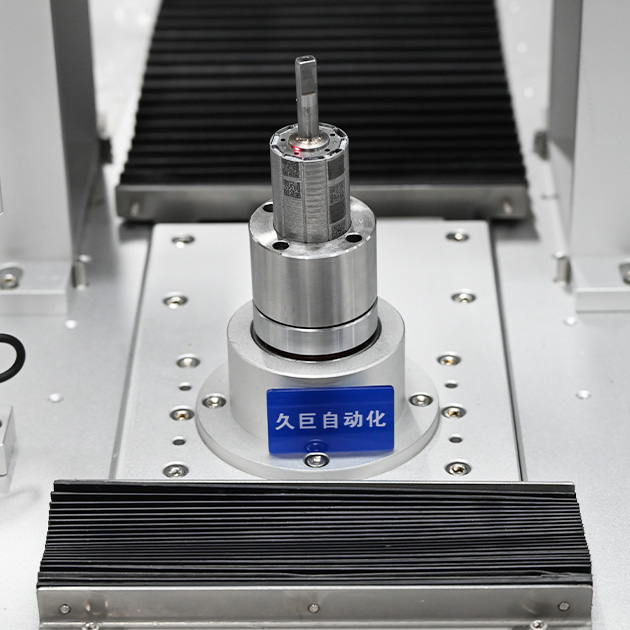
Description du programme :
Machine intégrée de distribution automatique et de collage de manchons en acier à pression magnétique Introduction du programme : 1, rapport de colle AB 1:1, viscosité de la colle 10000mPa.s, avec un pistolet de distribution à double dé liquide pour la distribution, selon le besoin de la direction ascendante et descendante pour la distribution. 2. Rotor de chargement manuel, mettre le rotor dans la station de distribution, rotation vers le haut et vers le bas de la distribution. 3、Après la distribution, transportez manuellement le produit vers la station de pressage des manchons en acier, puis le produit sera automatiquement déplacé vers la station de collage magnétique en acier pour coller l'aimant dans la direction opposée, après avoir collé un aimant opposé, tournez-le pour coller un autre aimant opposé à un certain angle, s'il y a une segmentation multicouche et des grades obliques, il peut être réalisé en contrôlant un certain angle de rotation par le programme, et s'il y a une situation de répulsion, il peut être configuré par le programme pour définir un écart et une hauteur raisonnables, puis le produit est aligné par la presse à manchon en acier pour aligner la position. 4, après que le produit a été collé avec l'aimant, il est automatiquement déplacé vers la station de presse à manchon d'acier pour presser le manchon d'acier, le manchon d'acier doit être chargé manuellement un par un sur le dispositif, après avoir pressé un manchon d'acier, charger manuellement le manchon d'acier suivant sur le dispositif, si le produit doit être chargé avec deux couches de manchon d'acier, il est nécessaire de retourner manuellement le produit et de presser un manchon d'acier, les extrémités du manchon d'acier sont alignées après la pression. 5, après la pression sur le manchon d'acier, le produit est déchargé manuellement.
Équipement recommandé pour l'automatisation des moteurs
Recommandation




Message en ligne
Message en ligne